

1. Apa itu crimping?
Crimping adalah proses pemberian tekanan pada area kontak kawat dan terminal untuk membentuknya dan memperoleh sambungan yang kencang.
2. Persyaratan untuk crimping
Menyediakan sambungan listrik dan mekanis yang tak terpisahkan, andal, dan berjangka panjang antara terminal crimp dan konduktor.
Crimping harus mudah dibuat dan diproses.
3. Keuntungan crimping:
1. Struktur crimping yang sesuai untuk rentang diameter kawat dan ketebalan material tertentu dapat diperoleh dengan perhitungan
2. Dapat digunakan untuk crimping dengan diameter kawat yang berbeda hanya dengan menyesuaikan tinggi crimping
3. Biaya rendah dicapai melalui produksi stamping berkelanjutan
4. Otomatisasi crimping
5. Performa stabil di lingkungan yang keras
4. Tiga elemen crimping
Kabel:
1. Diameter kawat yang dipilih memenuhi persyaratan penerapan terminal crimp
2. Pengupasan memenuhi persyaratan (panjangnya sesuai, lapisan tidak rusak, dan ujungnya tidak retak dan bercabang)

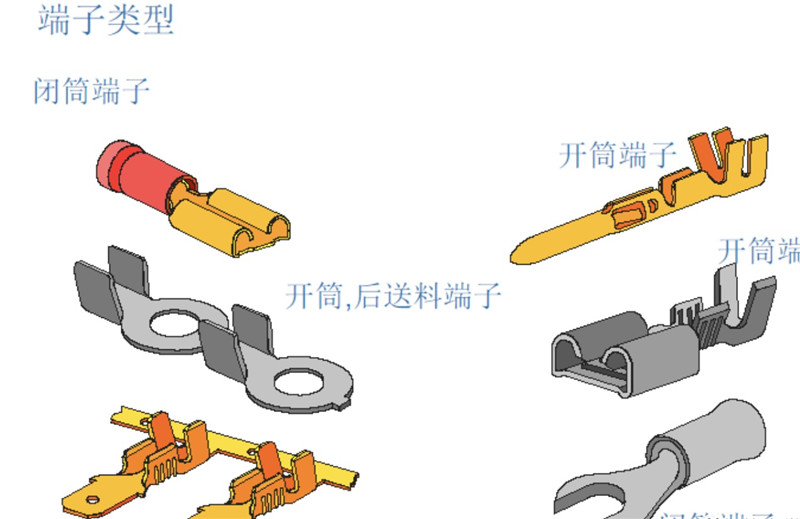
2. Terminal
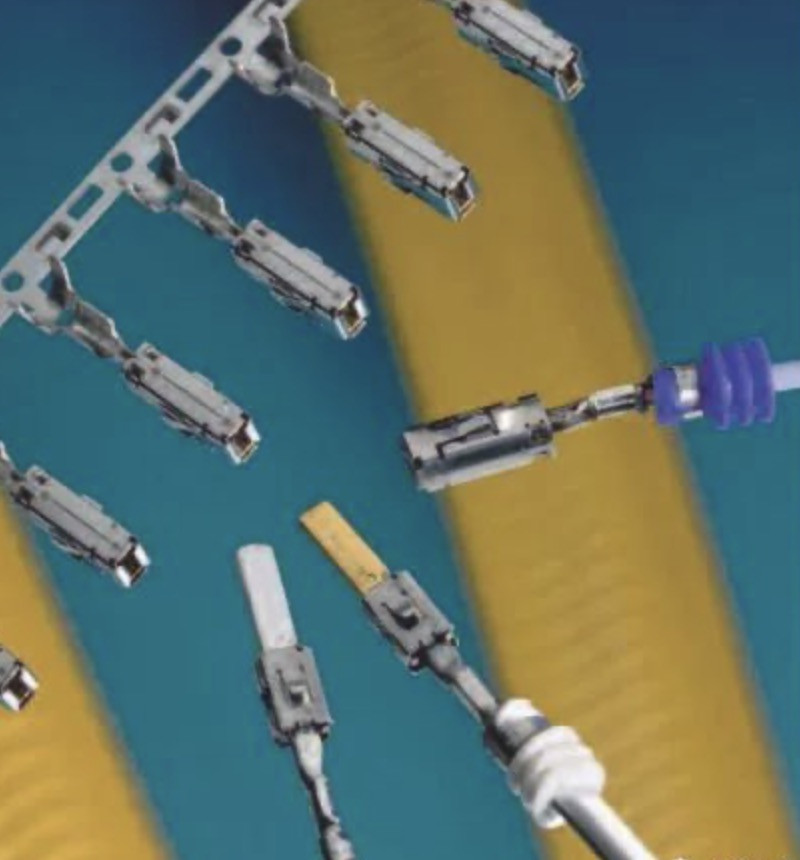

Persiapan Crimp: Pemilihan Terminal
Persiapan Crimp: Persyaratan Pengupasan
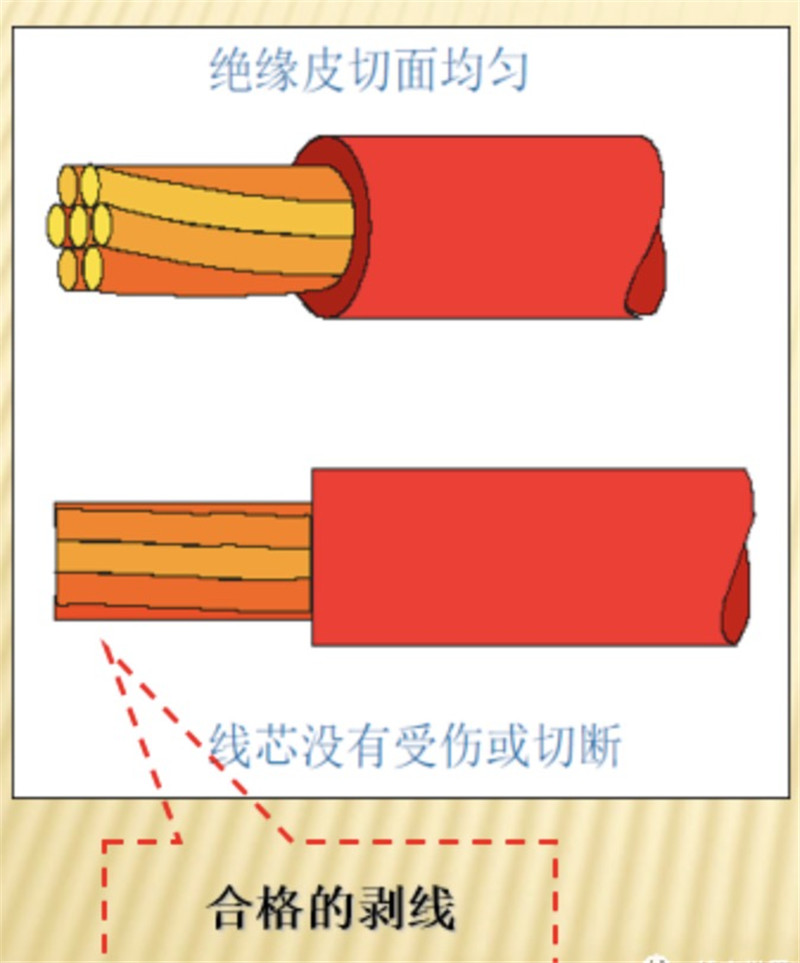
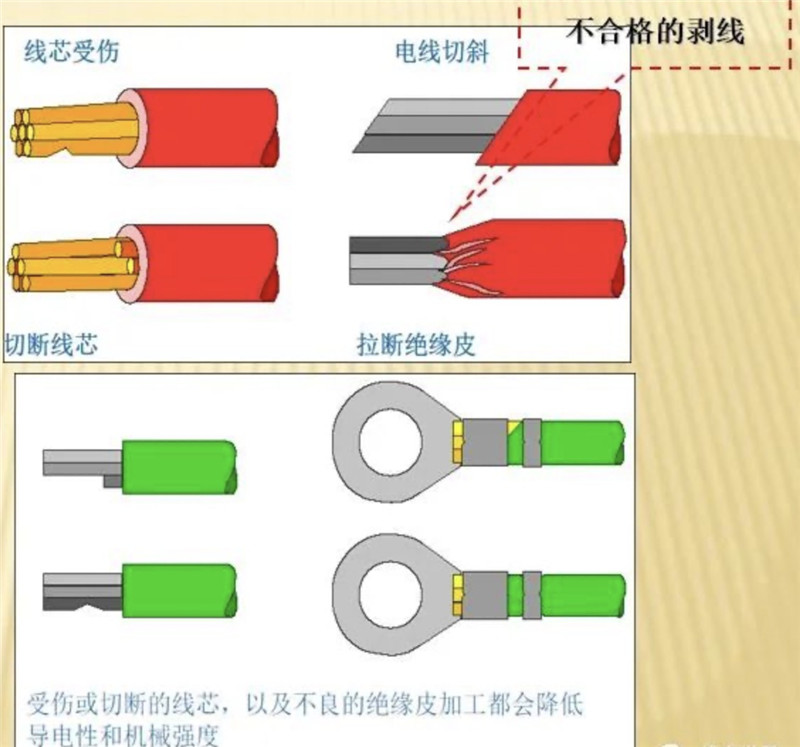
Pengupasan kawat harus memperhatikan persyaratan umum berikut ini
1. Konduktor (0,5mm2 dan di bawahnya, dan jumlah untaian kurang dari atau sama dengan 7 inti), tidak boleh rusak atau terpotong;
2. Konduktor (0,5 mm2 hingga 6,0 mm2, dan jumlah untaian lebih dari 7 kawat inti), kawat inti rusak atau jumlah kawat yang terpotong tidak lebih dari 6,25%;
3. Untuk kawat (di atas 6mm2), kawat inti rusak atau jumlah kawat yang terpotong tidak lebih dari 10%;
4. Isolasi pada area non-stripping tidak boleh rusak
5. Tidak diperbolehkan adanya sisa isolasi di area yang telah dilucuti.
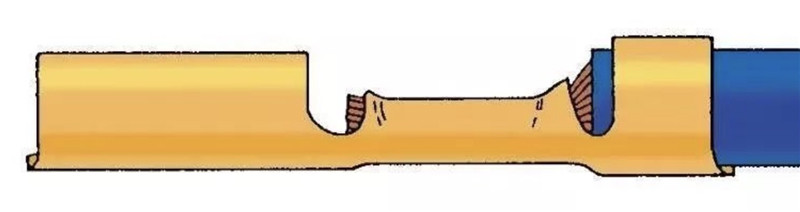
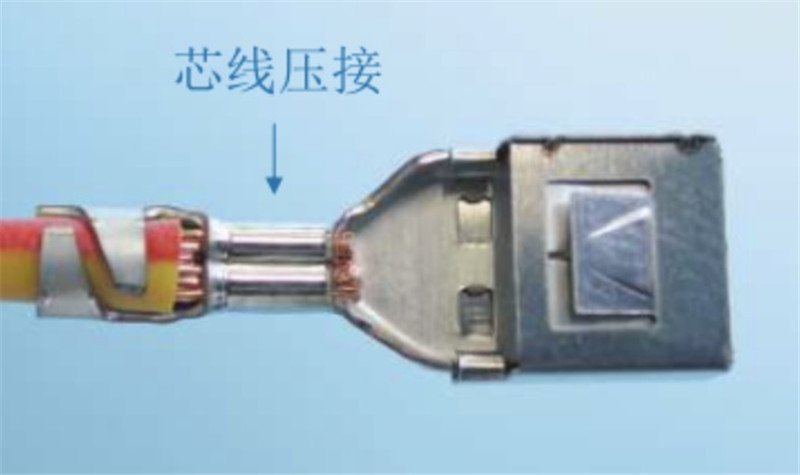
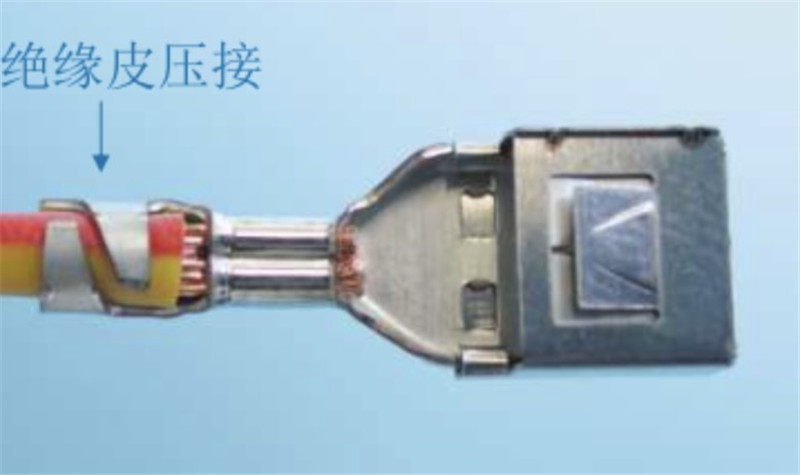
5. Crimping kawat inti dan crimping isolasi
1. Ada beberapa perbedaan antara crimping kawat inti dan crimping isolasi:
2. Crimping kawat inti memastikan koneksi yang baik antara terminal dan kawat
3. Crimping isolasi adalah untuk mengurangi dampak getaran dan gerakan pada crimping kawat inti
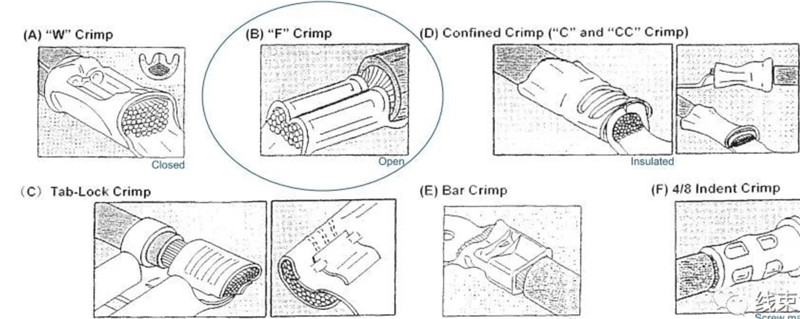
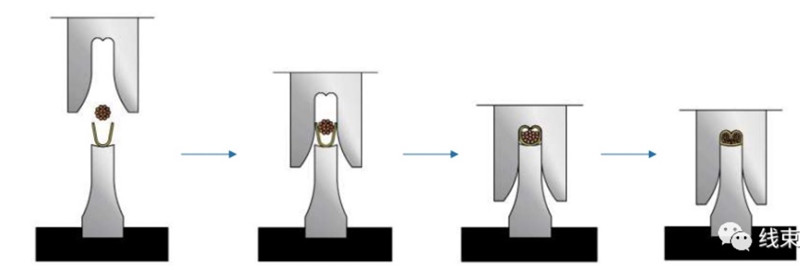
6. Proses crimping
1. Alat crimping dibuka, terminal ditempatkan pada pisau bawah, dan kawat dimasukkan ke tempatnya dengan tangan atau peralatan mekanis.
2. Pisau atas bergerak ke bawah untuk menekan kawat ke dalam laras
3. Tabung paket ditekuk dengan pisau atas, dan dikerutkan dan dibentuk
4. Ketinggian crimping yang ditetapkan menjamin kualitas crimping
Waktu posting: 04-Jul-2023